Optimizing Energy Usage and Sustainability in Smart Manufacturing Using MQTT
Manufacturing has made several advances over the past decade that have helped streamline production, reduce costs and increase profitability. However several issues and challenges remain, especially around energy usage and lack of sustainability. Addressing these issues is crucial for achieving a more environmentally friendly and resource-efficient manufacturing industry. Innovative solutions built on open standards, like MQTT, can help. In this article, we will delve into key challenges in the manufacturing sector and how to overcome them with MQTT on the edge or on the cloud.
Energy and Sustainability Challenges in Manufacturing
Here are some of the most common challenges we see that impede a manufacturer’s ability to reduce energy usage and increase sustainability:
Use of Proprietary Equipment and Legacy Software
Manufacturing facilities often deal with equipment that has proprietary communication protocols and siloed designs, causing disparate systems that do not talk to each other. The systems were typically designed based on immediate needs rather than long term strategies. They impede optimal energy usage due to the additional resources needed to enable communication and also affect sustainability goals.
High Energy and Resource Consumption
Manufacturing processes are complex and energy intensive. They often require substantial energy inputs, leading to high operational costs and increased carbon emissions. In addition, some processes use a lot of resources such as power or water. Finding ways to optimize energy and resource usage without compromising production efficiency is a significant challenge.
Dependence on Non-Renewable Energy
Many manufacturing facilities rely on non-renewable energy sources like fossil fuels. Transitioning to renewable energy sources and adopting sustainable best practices can be challenging due to production pressures, infrastructure limitations, costs, regulatory constraints, and a lack of awareness about the long-term benefits. Manufacturers may prioritize short-term cost savings over long-term sustainability goals.
Waste Generation
Manufacturing processes generate significant amounts of waste, including scrap materials, by-products, and pollutants. Proper waste management and recycling strategies are essential for reducing the environmental impact and also to support regulatory compliance.
Supply Chain Sustainability
Sustainable manufacturing is not only about in-house processes but also involves the entire supply chain. Ensuring that suppliers adopt sustainable practices can be challenging, especially when sourcing raw materials from regions with lax environmental standards. Globalized supply chains and competition may hinder the implementation of sustainability initiatives.
Outdated Equipment and Technology
Older manufacturing equipment may lack energy-efficient features, making it challenging to upgrade processes without significant capital investments. Workers may not be fully aware of the environmental impact of their actions or the potential for energy savings. Modernizing equipment, training workers and adopting Industry 4.0 technologies can be a gradual but necessary process.
Lack of Data Visibility
Inefficient monitoring and data collection systems make it difficult to assess energy usage patterns and identify areas for improvement. These are also challenging for realizing sustainability best practices. Implementing real-time monitoring and data analytics is essential for informed decision-making.
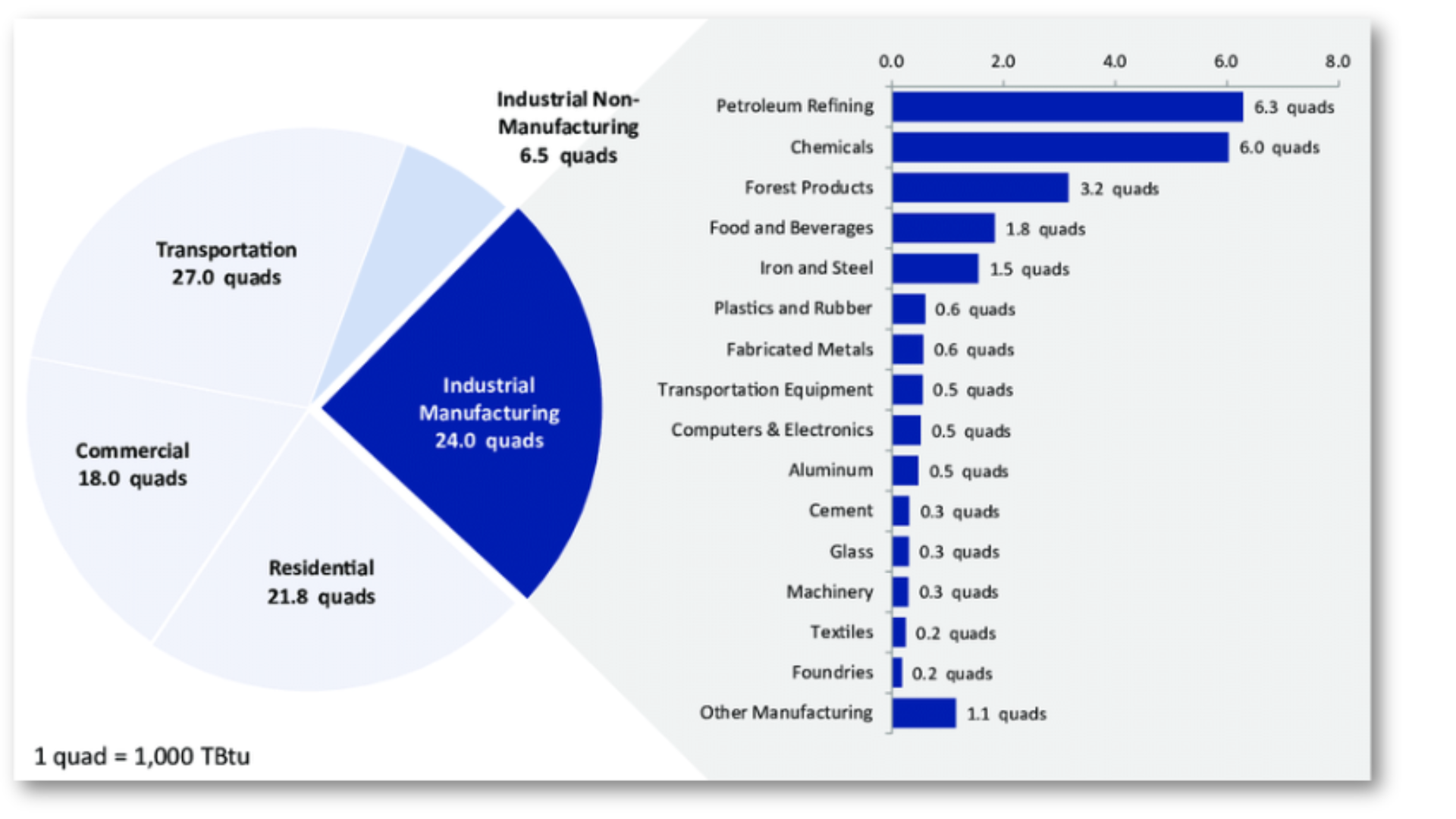 Image Source:
Image Source: Addressing these issues requires a holistic approach combining technological innovation, management vision, regulatory support, employee engagement, and collaboration across the supply chain. Manufacturers committed to optimizing their energy usage and promoting sustainability can explore a combination of energy-efficient technologies, renewable energy adoption, waste reduction strategies, and a culture of continuous improvement to overcome these challenges. Most importantly, they need to adopt smart manufacturing to enable success.
The Way to Sustainability in Smart Manufacturing
Smart manufacturing benefits such as downtime reduction of 30-50%, throughput increase of 10-30%, and forecast accuracy increases of up to 85% are being realized as a result of adopting Industry 4.0 technologies like the Industrial Internet of Things (IIoT), artificial intelligence (AI), digital twins, digital threads, augmented reality (AR), virtual reality (VR), according to a 2022 McKinsey study. Helped by Industry 4.0 technologies and the best practices advocated by smart manufacturing, manufacturing industries are being transformed back into an economic powerhouse.
A key aspect of Smart manufacturing is having an enterprise data augmentation strategy that enables real-time bidirectional communication between the various systems powered by MQTT, paving way towards energy optimization and sustainability.
How MQTT Can Help Improve Energy Usage and Promote Sustainability in Manufacturing
MQTT is a lightweight messaging protocol designed for efficient communication in Industrial IoT (Internet of Things) and smart manufacturing systems. It is an integral part of Smart Manufacturing. It has become the de facto standard for communicating industrial data from on-premise to enterprise or cloud due to various advantages that it provides in optimizing energy usage and promoting sustainability in smart manufacturing.
 Here are some of the advantages:
Here are some of the advantages:
Efficient Communication Packet Size and Message Payloads
MQTT was created as a very efficient pub sub data communication protocol, which is event-based. The message packet size is only up to 200KB, which helps minimize the amount of data exchanged between industrial devices, systems, applications and the broker, reducing energy consumption. Using MQTT, devices, systems, and applications only receive relevant information, minimizing unnecessary data transfer. This also helps optimize the bandwidth and help reduce costs of operation. MQTT also allows the message payloads to be optimized by using efficient data serialization formats like JSON and protocol buffers to reduce network bandwidth usage and energy consumption.
Quality of Service (QoS) Levels, Sleep Modes and Edge Processing
MQTT provides the flexibility to select the appropriate Quality of Service (QoS) level for message transmission, based on the criticality of the data. This empowers users to optimize their data transmission strategy, ensuring efficiency and reliability. Higher QoS levels ensure message delivery but may result in increased energy consumption. Also given the async nature of MQTT, devices can implement sleep modes during idle periods to conserve energy. Devices can wake up based on MQTT triggers when there is relevant data to exchange. In addition to MQTT clients, local brokers allow much of the data to be processed at the edge, before sending it up to the enterprise broker, reducing the amount of data transferred over the network, thus saving energy.
Device Configuration, Management, Monitoring and Reporting
Remote device configuration and management can be implemented using MQTT data to optimize device settings, update firmware, and apply energy-efficient parameters. In addition, monitoring systems can be implemented to track energy usage and sustainability metrics. Reports and exception alerts can be created based on predefined thresholds to identify areas for improvement.
Renewable Energy Integration and System Optimization
With MQTT, energy consumption and production could be monitored in real-time to optimize the use of renewable energy sources. The data can be used, for instance, to adjust manufacturing processes based on the availability of green energy. Also, MQTT can be used to regularly review and optimize the movement of manufacturing data based on changing requirements, technology advancements, and energy-saving opportunities.
Predictive Maintenance and Advanced Analytics
With real-time data movement powered by MQTT, predictive maintenance can be implemented to monitor equipment health. The result is reduced downtime, improved efficiency, and the prevention of energy waste associated with faulty machinery. In addition, advanced data analytics and machine learning models powered by Generative AI can be implemented using MQTT data to provide insights into energy usage patterns, enabling the implementation of proactive energy-saving measures.
Standardization, Interoperability, and Continuous Optimization
By ensuring that devices, systems, and applications in the smart manufacturing environment adhere to MQTT messaging standards for data interoperability, manufacturers can create a more flexible and scalable ecosystem. Also by regularly reviewing and modifying the MQTT implementation based on changing manufacturing requirements, manufacturers ensure that they are optimizing their systems and future-proofing their investments.
Combining People, Process, and Technology Powered by MQTT to Achieve Goals
By creating data movement strategies powered by MQTT, the right smart organizational structure to take advantage of it, and the processes to remove impediments, manufacturers can create a more energy-efficient and sustainable smart manufacturing ecosystem. The key is to integrate the data strategy based on MQTT into an overarching manufacturing strategy that considers the unique requirements of the manufacturing environment and continually seeks opportunities for improvement.
Check out HiveMQ’s Enterprise MQTT offerings and try the platform for free.
Ravi Subramanyan
Ravi Subramanyan, Director of Industry Solutions, Manufacturing at HiveMQ, has extensive experience delivering high-quality products and services that have generated revenues and cost savings of over $10B for companies such as Motorola, GE, Bosch, and Weir. Ravi has successfully launched products, established branding, and created product advertisements and marketing campaigns for global and regional business teams.



