Chemical Manufacturing Industry Digitization
Chemical Markets and The Push to Digitize
The global chemicals market grew from $4,241.18 billion in 2021 to $4,620.17 billion in 2022 at a compound annual growth rate (CAGR) of 8.9%. The market is expected to grow to $6,371.09 billion in 2026 at a CAGR of 8.4% according to GlobalNewsWire. The fluctuating demand for the chemical industry is mainly attributed to its use as raw materials in manufacturing industries such as Paper and Pulp, Food and Bev, Textile, Polymer, Agriculture, and more according to AlliedMarketResearch. As these markets are rebounding, so too is the chemical industry and chemical manufacturing.
In such a challenging business environment, the emergence of the Industrial Internet of Things (IIoT), Industry 4.0, and digital transformation is good news for chemical manufacturers who want to transition to future-facing technology and complementary operating models. The key advantage of these revolutionary technologies is that they integrate various functions across the process chain, establishing a digitally connected ecosystem in the chemical manufacturing environment. These technologies position chemical enterprises to:
Increase their production throughput
Enhance asset lifecycle
Maximize resource utilization
Achieve better Overall Equipment Efficiency(OEE)
These benefits are imperative, especially in the present market scenario that demands shorter innovation cycles, superior quality at optimal cost, more focus on regulatory compliance, and reduced time-to-market. Industrial IoT serves as a nervous center offering end-to-end support from product inception through development, planning, and scheduling and commissioning to production, packaging, inventory management, and marketing and distribution.
Precognize, a predictive analytics software company, forecasts that digital transformation for chemical companies during the next two years is forecasted to center around IIoT at 67%, artificial intelligence (AI) at 64%, and cloud computing at 61%. This projection points to the potential value and ease in daily operations chemical manufacturers can gain by deploying IIoT solutions at scale.
How IIoT is Benefitting Chemical Manufacturing
The chemical industry and their manufacturing counterparts are experiencing heightened US and global regulatory scrutiny in several areas, including quality control activities around manufacturing operations.
IIoT technology makes it possible to automate chemical manufacturing operations, provide traceability of data for quality control and enable digitized regulatory reporting. With the help of smart sensors and advanced gateways, companies could easily monitor the performance of a system in real-time, automatically adjust the industrial efficiency, and ensure better productivity at all stages.
Some of the ways IIOT is benefitting chemical manufacturing are:
Accessing real-time data and providing visibility of operations throughout the manufacturing process—from feedstock to finished products
Digitizing equipment health inspections and analyzing them against other inspections to provide a full picture of equipment health for that particular type of asset
Allowing modular automation in a manufacturing plant, helping to easily scale chemical production as per market demands and needs for innovative products
Identifying bottlenecks among several processes within a plant, while also indicating whether any equipment is being overused or underused, thereby increasing operational efficiency
Maintaining electronic batch manufacturing records for chemical companies without compromising data integrity and using this same data for regulatory reporting
Enabling digital traceability to allow for quality control and product recalls
How MQTT Addresses Connectivity Challenges in Chemical Manufacturing
The first step towards successfully implementing IIoT in chemical manufacturing is to establish connections to manufacturing machines, processes, databases, and supply chains and then make the data available to the enterprise data center in a secure, scalable and reliable manner. However, data connectivity and availability is a big challenge for the following reasons:
Proprietary communication protocols and siloed designs cause disparate systems that do not talk to each other
Legacy infrastructure may not be updated to allow connectivity and in some cases, updating equipment still does not permit devices to talk
Manual and disconnected processes which don’t have a way to consolidate in a meaningful way to help new and inexperienced operators
Chemical manufacturing companies need a solution that can overcome these challenges. MQTT protocol is a lightweight publish and subscribe protocol specifically created to conquer connectivity challenges by:
Establishing MQTT clients that can talk to proprietary systems and then consolidate data to a centralized MQTT broker
Connecting to existing infrastructure, creating a standard data layer, and pushing data to make it available to any cloud or enterprise system
Here are some of the advantages of using MQTT in chemical manufacturing:
All messages are published to a central MQTT broker and all MQTT clients connect to that broker to receive updates only from subscribed topics, making the broker the ‘single source of truth’.
The broker decouples data which is advantageous when creating and managing new assets.
MQTT uses publish-subscribe technology which is superior to poll-response used by OPC, UA, and other protocols. MQTT’s inherent functions shine, especially in reducing network latency and cellular costs.
The smaller, efficient message sizes of MQTT packets help reduce network bandwidth usage and costs.
Quality of Service makes communication in unreliable networks much more manageable by giving the client the power to choose a level of service that matches the network reliability.
HiveMQ: An Enterprise MQTT Platform for Enabling Regulatory Compliance and Product Traceability
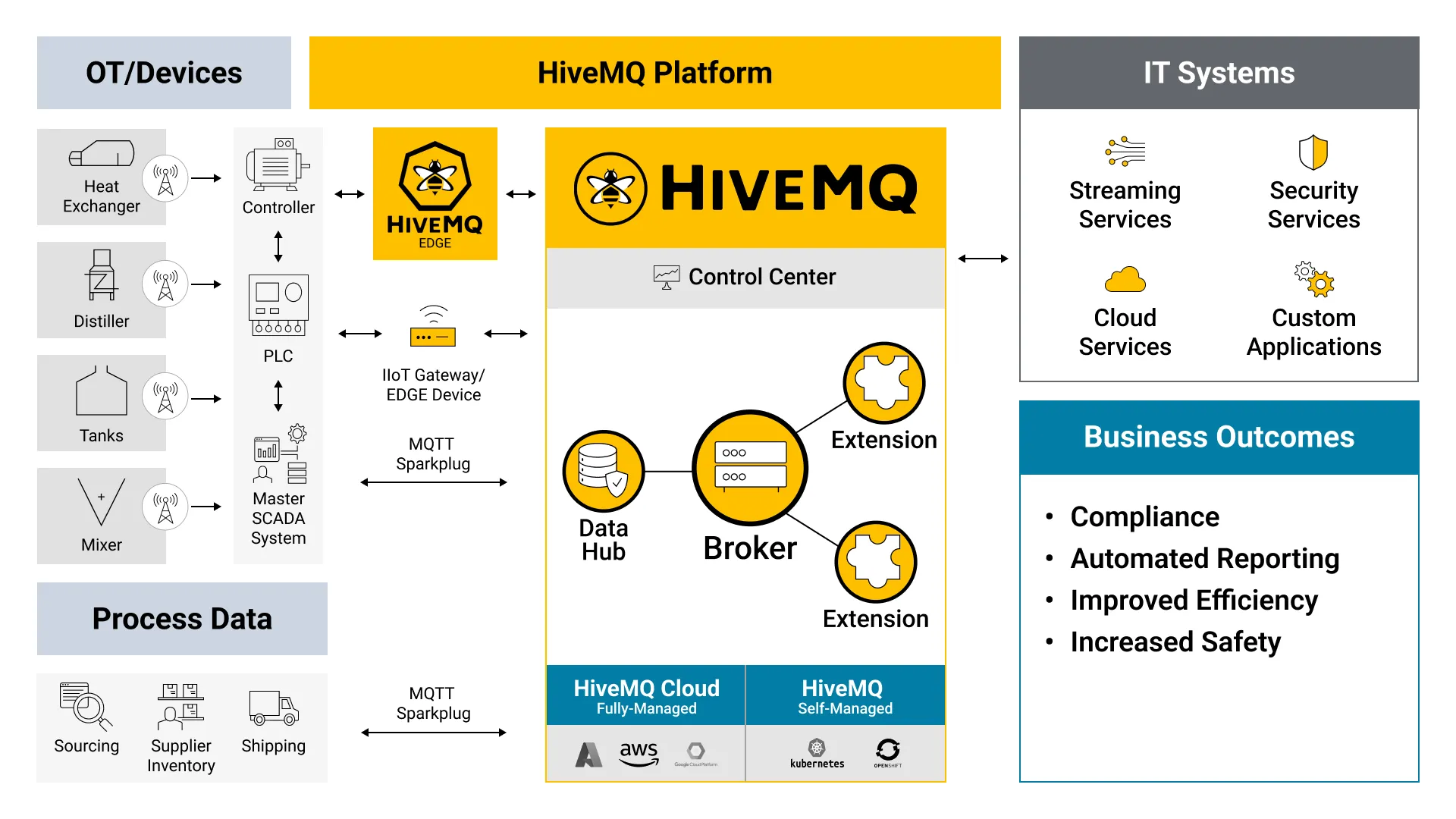
HiveMQ is an MQTT-based messaging platform designed for fast, efficient, and reliable data movement to and from manufacturing machines, processes, applications and supply chain components to enterprise locations on premises or in the cloud. These elements optimize the supply chain and enable the creation of electronic batch reports for optimizing manufacturing processes and regulatory reporting. It also provides easy traceability of data across the business, accessible to various stakeholders such as suppliers and customers during the quality audit process.
HiveMQ offers the following features to enable bidirectional data movement in chemical manufacturing to enable Industry 4.0 and IIoT:
Reliability: HiveMQ supports MQTT’s three quality of service (QoS) levels to control whether a message is sent at most once, at least once, or exactly once. QoS levels make it possible to establish reliability rules for specific messages that match the network reliability, a vital element in chemical manufacturing.
Security: HiveMQ ensures secure transfer of IIoT asset data with industry standards such as TLS, secure WebSockets, and state-of-the-art cipher suites. Support for authentication and authorization includes X.509 certs, username/password, IP-based authentication, and an API that allows for custom authentication, authorization, and permission logic, such as OAuth 2.0 integration. HiveMQ’s security measures ensure your chemical manufacturing recipes and other key data are protected while at rest and in motion.
The HiveMQ Enterprise Security Extension (ESE) makes it easy to integrate third-party enterprise security systems into HiveMQ. It includes support for authentication and authorization using SQL databases, OAuth 2.0 and LDAP allowing chemical customers IT teams to use their security policies on the HiveMQ broker. ESE also supports:
Preprocessing of authentication and authorization data from MQTT clients and x509 client certificates
Structured access log for tracking security-related device information
Fine-grained authorization rules to specify permissions for specific clients or a group of clients
Access control for the HiveMQ Control Center
Scalability: HiveMQ scales with the size of the deployment. The non-blocking multi-threaded approach allows more than 10,000,000 concurrent device connections while maintaining high-speed throughput and adding minimal latency. This non-blocking multi-threaded approach also lets legacy equipment transfer data quickly, even when it has insufficient data bandwidths. This is key in chemical factories with legacy equipment and poor connectivity.
High-Availability Clustering: HiveMQ is architected with a truly distributed and masterless cluster architecture. This means there is no single point of failure, and the cluster can grow and shrink at runtime without losing data or availability. Support for Kubernetes, OpenShift, and cloud platforms like Azure, AWS, and Google, makes it possible to automatically scale HiveMQ to meet the requirements of most chemical manufacturing high availability requirements.
Extension Framework: HiveMQ has an open API and flexible extension framework that makes it possible to integrate chemical manufacturing IIoT machine, process, application, and supply chain data into existing enterprise systems. The extension framework allows developers to quickly create extensions for custom data processing, device authentication, and device authorization mechanisms. HiveMQ also provides a marketplace of pre-built extensions for Kafka, MongoDB, and other systems.
The HiveMQ Enterprise Extension for Kafka is particularly interesting for streaming chemical data analytics. Streaming analytics is useful in chemical manufacturing for use cases such as predicting product failures before it happens and real time plant monitoring to ensure worker safety. Apache Kafka is a popular open-source streaming platform widely used to share data between back-end systems and applications. The HiveMQ extension solves the difficulty of using Kafka for IIoT by seamlessly integrating MQTT messages into the Kafka messaging flow.
Full Support of MQTT 5: HiveMQ provides full support for MQTT 5, the most recent version of the MQTT protocol. MQTT 5 includes new features that make it easier to develop reliable systems and integrate the MQTT data into other systems and is the preferred choice for chemical manufacturing applications especially that need data to be highly available in a scalable manner.
HiveMQ is 100% compliant with all versions of the MQTT specification. MQTT 3 and MQTT 5 clients can communicate with HiveMQ simultaneously and all features such as topic wildcards, persistent sessions with offline queuing, retained messages, and quality of service levels are available at scale.
Sparkplug Technology Adds Additional Data Context to Chemical Manufacturing
MQTT technology is designed to push data to and from thousands of remote devices across numerous sites to the enterprise. Sparkplug is a technology that sits on top to add context to the data extending use cases. It is an open-source software specification that provides MQTT clients with a framework to integrate data and provide context by defining data models. HiveMQ is fully Sparkplug compliant.
In Sparkplug architecture, devices, EoN (Edge of Network) nodes, and the SCADA/IIoT hosts connect to a central MQTT broker to publish and subscribe to data. In addition to the MQTT broker, an infrastructure that uses Sparkplug consists of the following components:
The SCADA/IIoT host is the central application that system operators use to centrally manage and monitor the overall state of the chemical manufacturing systems from a remote location. This application interacts directly with the MQTT broker as a specific MQTT client. In contrast to a traditional SCADA system architecture, with Sparkplug the SCADA/IoT host is not responsible for directly establishing or maintaining connections to devices.
EoN nodes play a crucial role in every Sparkplug infrastructure. Typically legacy infrastructures and chemical manufacturing devices subsystems are connected by EoN nodes to Sparkplug. It is common that, rather than a single machine publishing data, a sub system of machines in different sections of the factory are publishing data together. With Sparkplug, these could be part of an EoN and have a common data model to publish data. Legacy infrastructure elements can communicate with the EoN nodes via protocols such as OPC UA, Modbus, or proprietary PLC manufacturer protocols.The EoN node is responsible for managing its state and the state of the devices as well as receiving and sending data from the devices to the Sparkplug infrastructure.
Devices and sensors are the backbones of IIoT in chemical manufacturing. In the context of Sparkplug, devices connect to the Sparkplug infrastructure via EoN nodes. Although most devices and sensors use protocols such as Modbus, OPC UA, and various other standardized or proprietary protocols, many vendors now offer native MQTT capabilities with their devices and sensors. If the MQTT-enabled device is already equipped with Sparkplug, it can participate directly in the infrastructure. In this case, the device identifies itself as an EoN node for the Sparkplug infrastructure. A connection to the EoN node must still be established if the device supports standard MQTT without Sparkplug detection.
MQTT applications, or secondary applications, are components that participate in Sparkplug communication and can generate and process MQTT messages but are not the SCADA / IIoT host.
Chemical Manufacturing IIoT Use Case Reference Architectures
Here are common architectures for regulatory reporting and product traceability seen in chemical manufacturing:
Use Case 1: Regulatory Reporting
Chemical manufacturing is highly regulated, and it’s a day-to-day challenge to keep up with regulatory changes. Government regulatory bodies with strong enforcement capabilities continue to mandate new processes and procedures. Companies must comply without hesitation if they want the business to avoid punishment. If a business operates in different countries, it must be ready to meet evolving industry standards and agreements created by disperate regional regulatory bodies.
One way to manage this is by digitizing chemical batch records, which maintain all the details of the process of manufacturing. Traditionally it’s on paper. The batch records data along with other factory data could flow through the HiveMQ Broker to the cloud provider’s infrastructure, and teams can create dashboards and reports.
 Use Case 1: Regulatory Reporting
Use Case 1: Regulatory Reporting
There are two significant advantages to using a HiveMQ broker in this scenario. The first is that it provides a very scalable solution that balances the load of the control data from different systems that may be in remote locations or worldwide. Secondly, it offers tools to provide a high level of factory IoT data observability and transparency to overcome any data bottlenecks going to the cloud or returning to remote locations.
Use Case 2: Product Traceability
For any chemical manufacturing firm to maximize profit margins, it is crucial to have adequate controls over the process, quality, and delivery of their products. Traceability programs can play an integral part in this process by locating problems (and potential issues) with product quality at the earliest stage possible. Chemical manufacturers are often concerned about ensuring product quality and safety for the final product delivered to customers. However, most overlook “outbound traceability” – the complex process of monitoring raw materials as they transform into a sellable product. It may not be required, but it can put chemical manufacturers ahead of the competition by building a better relationship between a business and its clients during each step of the supply chain process.
HiveMQ can help provide complete product traceability by bringing in all the relevant data into a single location, ensuring that the data is up to date and scales across multiple locations. Chemical manufacturers use this data output to build quality dashboards and audit trails for complete process transparency.
 Use Case 2: Product Traceability
Use Case 2: Product Traceability
In this use case, the HiveMQ broker is highly scalable and balances the load of the control data and process data received from locations. In addition, it provides highly secure communication between HiveMQ and the remote systems or cloud with features like TLS/SSL support, OAuth 2.0, X.509 certificates, etc.
Conclusion
Many chemical manufacturing organizations are digitizing their operations and IIoT is leading the transformation. This push to digital transformation and IIoT comes with challenges, including unreliable networks, legacy infrastructure, costly bandwidth, inefficient protocols, and complex systems. The MQTT protocol addresses all of these challenges and provides a simple and reliable way to connect to various systems in order to bring data to the enterprise.
The MQTT protocol uses a publish and subscribe architecture that efficiently moves data between various systems and enterprise IT cloud services while providing a high-quality of service data transfer. The HiveMQ Enterprise MQTT broker is the platform best suited to enable chemical manufacturing regulatory reporting and product traceability due to its performance scaling capabilities, implementation of all MQTT 5 features, and professional support services. In addition to MQTT, Sparkplug provides additional benefits to chemical manufacturing companies by enabling mission-critical, real-time OT operations.
Contact us today to discuss how the HiveMQ enterprise MQTT platform can help solve your connectivity needs in a secure and reliable way, enabling your IIoT and digital transformation journey.

